

This is Page 2 of 4 from the Ranger Boats Product Knowledge Tour (December 6, 2004) - Building Quality Bass Boats pages. Continuing on, we'll get into further deck reinforcement processes; hull lamination; and flotation.
Building a Quality Bass Boat Pages
The Hull and Cap Lamination
Reinforcement / Flotation

Rolling out air bubbles in the fiberglass is an important step in ensuring a quality, strong layer. Hull and deck strength and integrity require a consistency in the fiberglass/resin layer with no air bubbles. You have 20 minutes or less – depending on the time of year and temperature – after spraying to get the layer rolled out smooth.
Ranger uses 6 to 8 employees to roll out the layers quickly (deck in this photo) after the application of the chopper gun. The employees concentrate especially on the corners and sharp radii where the hand-laid reinforcement is placed. This guarantees a strong bond between the gelcoat layers and the fiberglass.

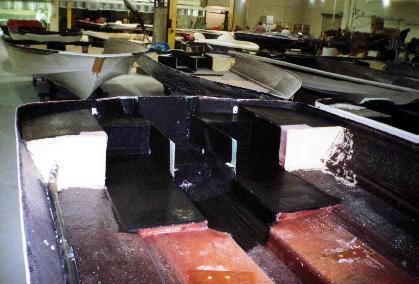
Before the second layer of fiberglass is applied, a thermal barrier material called Spraycore is applied. This prevents fiberglass patterns from printing through to the gelcoat. Here you see the pultruded fiberglass reinforcements bonded to seat bases, seat and hinge attachment areas for strength and/or excellent screw retention. Pultruded fiberglass is placed under the nose of the cap for the trolling motor also.
A second layer of chopped fiberglass sprayed over these and additional reinforcements encapsulates and protects the materials. The additional pultruded fiberglass, PVC, kledgecell core material and fiberglass cloth forms ribs to give support to the front deck.

Ranger uses custom cutting booths to saw all the necessary holes for cabling, fittings and compartments in the deck. Each hull is also drilled using specific patterns for the outboard brand the buyer is purchasing. These booths are designed with strong ventilation so airborne particles are contained. Employees are safer and all the dust does not end up on other boat parts on the factory floor.
Safety is a major concern for Ranger. Often, the safe method also produces a superior product in a more cost-efficient manner. It just makes sense that safe and well-treated employees will produce a better boat.

The deck has cured, been released from the mold and cut with the appropriate openings. Now all the boxes are being glassed on. This includes the rod and storage boxes, and live wells. Hoses and other pathways are put in place since all open spaces will be filled with flotation foam.
Special bonding agents are used to attach the boxes. Additional fiberglass material is placed to reinforce the glassing in, along with additional pultrusion to strength, stiffness and later attachments. The compartments are all fiberglass, some with foam core just like the lids, for strength and insulation. Ranger builds them all in-house as a set for each boat model.

Ranger’s one-piece philosophy is continued with the initial application of foam into the spaces around the livewell boxes on the underside of the cap. This stiffens the boxes along with providing safety flotation. The foam Ranger uses expands quite a bit. The ‘snow cone’ on page 1 sitting on top of the transom sections was a demonstration. The large Styrofoam cup was filled a little more than half way with the foam mixture. After a few minutes, the foam had expanded about 8 inches above the top of the cup. It gives off heat as it expands. Heat control is another issue in boat building. Fiberglass curing gives off a lot of heat too. Ranger’s controls on resin ratios help to control the amount of heat given off to make sure it doesn’t affect the finished gelcoat.

When the hull is done curing, it’s lifted from the mold and the results of a superior, correctly buffed mold are seen in a hull finish already show-room quality. Employees give the hull a close look for any area that might need work, but after walking around this hull and giving it my own close personal inspection, I would have been proud to take ownership just as it was. It was in excellent shape right from the mold. Very impressive.
Note the scale attached to the nose (the boat is hoisted by it’s reinforced bow and stern eyes which are strong enough to support the weight of the boat). Each hull is weighed and compared to pre-established standards. Any visual flaw or deviation outside weight control limits are investigated at this time and corrected if necessary.
Ranger’s patented pultruded transom and gusset assembly is laminated to the hull and fiberglass stringer system using specially formulated adhesive-filler and multi-axial fiberglass cloth while the previous fiberglass layer is still curing to create a strong chemical bond between the resins.
Foam boxes are also installed in the rear corners to provide foam flotation chambers that help provide the legendary Ranger upright flotation. These rear boxes easily offset the weight of today’s big outboards.
This all combines to create an incredibly safe and strong transom, which I’ve tested (unplanned) personally. When I hit the floating tree at Cumberland in Kentucky in 2000, my motor did not survive nor did it stay on the boat, but my transom did, allowing safe return to port without worrying about sinking.
Ranger uses on average 70 pounds of closed-cell foam to fill all enclosed spaces in each boat. That’s enough to float 3 to 4 boat hulls. It also is a big part of Ranger’s goal to provide you, the angler, with a safe and solid one-piece fishing boat.

Wood no more. Ranger did use completely sealed wood in the floor of some models up until 2000. Ranger has always wanted to produce the best and safest boat. So in their efforts to continually improve and using their expertise with their exclusive, patented pultruded fiberglass, they’ve worked out a configuration of flooring of pultruded fiberglass in various thicknesses and shapes as shown in the picture at the right.
It’s lightweight, yet stronger than steel. Multi-axial fiberglass cloth is used to glass the floor into the hull over the stringer and transom assemblies.

Ranger’s pultruded floor is shown here out of the mold all glassed in to the hull and one now with the transom and gusset assembly, stringers and hull itself. The floor is a solid, one-piece platform now incredibly strong, solidifying a hull that will stand up the even the Great Lakes I run all over.
You will notice the paperwork in the back corner. That contains all the information about this particular ‘boat’ including the colors and particular customization that the ‘owner’ – named on the paper – has ordered for this boat. That paperwork follows this boat along from start to finish so that Ranger employees never forget that each boat they hand build is going to real person who’s expecting a quality fishing boat. I think that is very important.

Either two very strong Ranger employees or this hull is attached to the hull rotation hoist that can rotate the hull 360 degrees. Here, additional foam is being injected into various spaces to seal in stringers and flooring, filling any empty space before the hull and deck are attached together. Devices like this really make a difference when you’re building a quality boat.
This rotational capability simplifies complete and careful part inspection. Ranger’s greatly increased emphasis over the last year on total process efficiency has almost eliminated any problems from being found in these later steps.
Please click Page 3 for more pictures and info on hull and deck assembly including many of the high tech and innovative processes developed by Ranger Boats over all these years of boat-building experience.

